The Glove Upgrade That Changed Everything for a Major Retailer

Managing safety across a massive workforce is no small feat.
Especially when that workforce spans thousands of employees, multiple facilities and a wide range of job functions. For one major national retailer, protecting more than 20,000 distribution center workers had become increasingly complex, costly and unsustainable.
What followed was a transformation that turned confusion into consistency, and delivered measurable results.
The Challenge: Too Many Gloves, Too Much Waste
The retailer’s safety program was broken. Across its distribution network, six different glove SKUs were in circulation. While each served a purpose, the overall system created more problems than it solved.
Costs were climbing. Waste was piling up. And the workers weren’t happy.
An early attempt to simplify the program backfired. A lower-cost glove was introduced in hopes of reducing expenses, but it quickly proved ineffective. Workers burned through multiple pairs per shift, and the materials in the knit, specifically glass and steel fibers, caused widespread skin irritation.

At that point, the objective became clear: find a single glove that could meet the needs of every worker while reducing waste, improving comfort and simplifying operations.
The Solution: One Glove to Do It All
The retailer partnered with Ergodyne to identify a better solution. The answer came in the form of the Ergodyne 7043 Cut-Resistant Gloves.
Designed for demanding environments, these gloves offered a combination of durability, comfort and performance that previous options lacked. Made with 18-gauge HPPE yarn, notably free of glass or steel fibers, they eliminated the root cause of worker irritation.

The key advantages included:
- No glass or steel fibers, reducing skin irritation
- Long-lasting durability, with gloves lasting a week or more
- High dexterity for precision tasks
- Breathable, lightweight construction
- Seamless compatibility with vending machine distribution systems
Durable, comfortable and versatile, the 7043 gloves just worked.
The Rollout: Simple, Scalable, Effective
Implementation can often be the most difficult part of any operational change. In this case, it was surprisingly smooth.
Through a distributor partner’s on-site vending program, the gloves were delivered pre-packaged and ready for immediate use. There was no need for repackaging, customization or additional handling.
The approach was simple: plug, vend and protect.
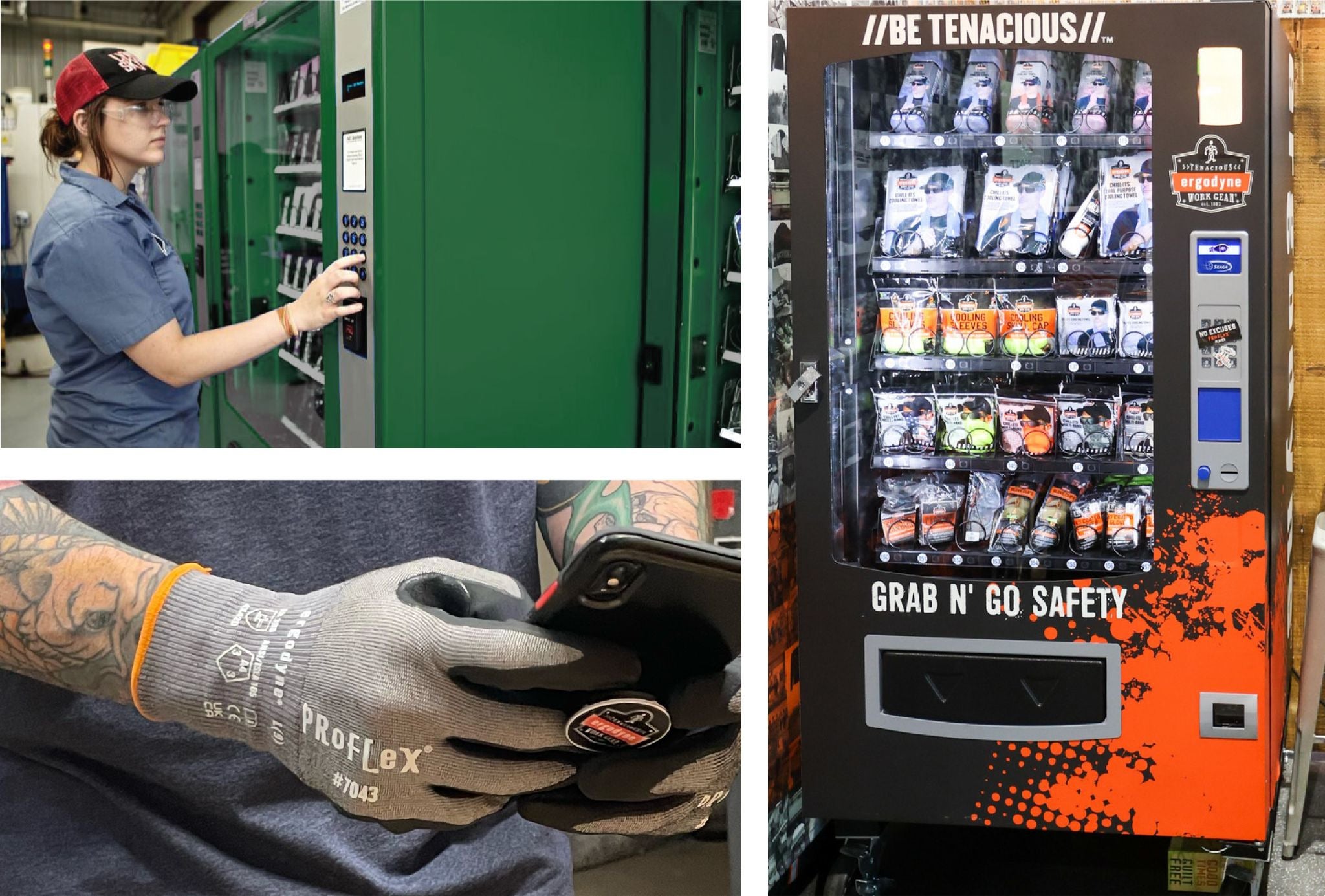
This streamlined rollout made it easy to quickly implement the system across multiple distribution centers, while also providing real-time inventory tracking, better visibility into how resources are being used and a smoother, more efficient restocking process.
By integrating directly into existing systems, the retailer avoided disruption while gaining greater control over its safety program.
The Impact: Fewer Gloves, Better Results
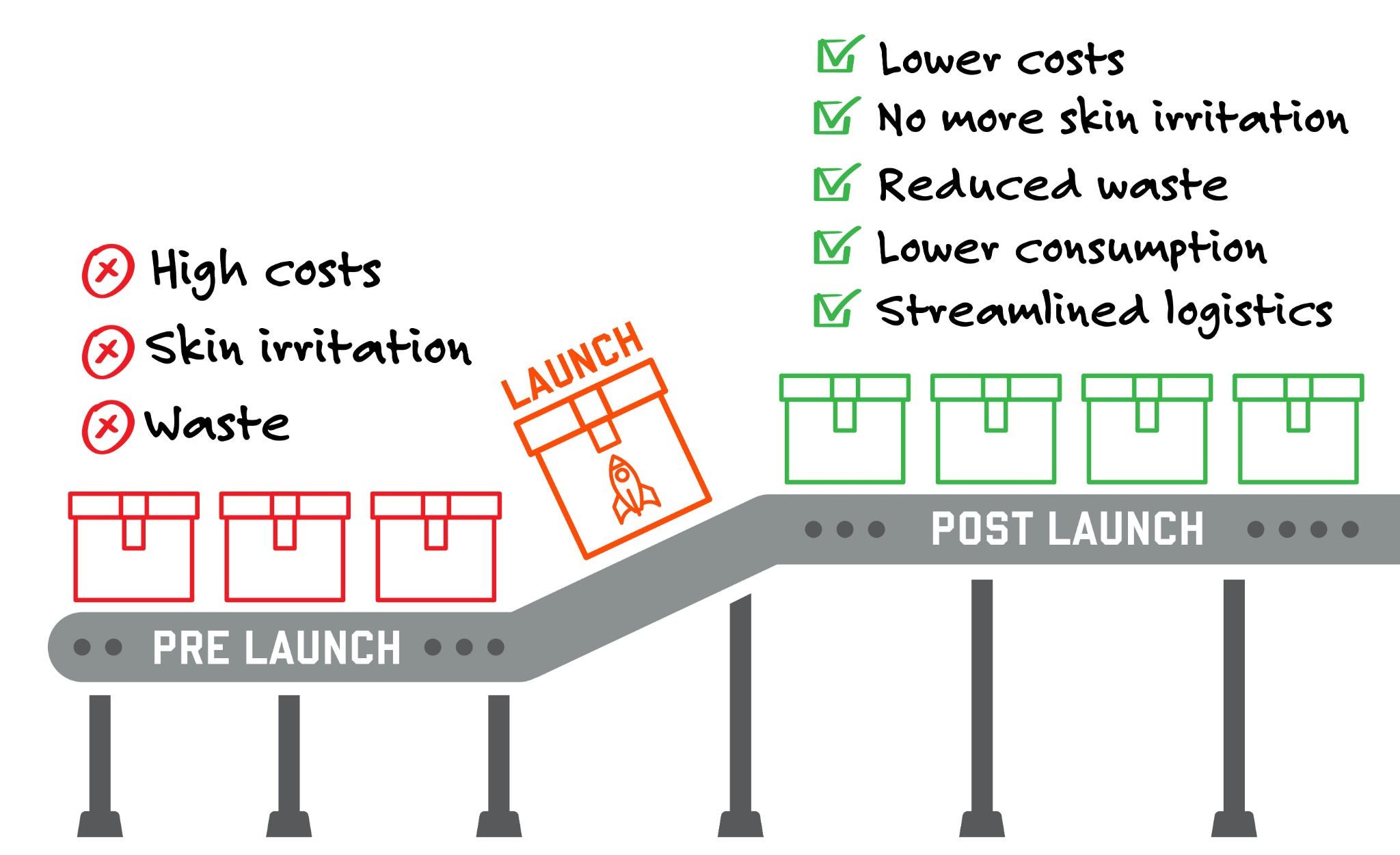
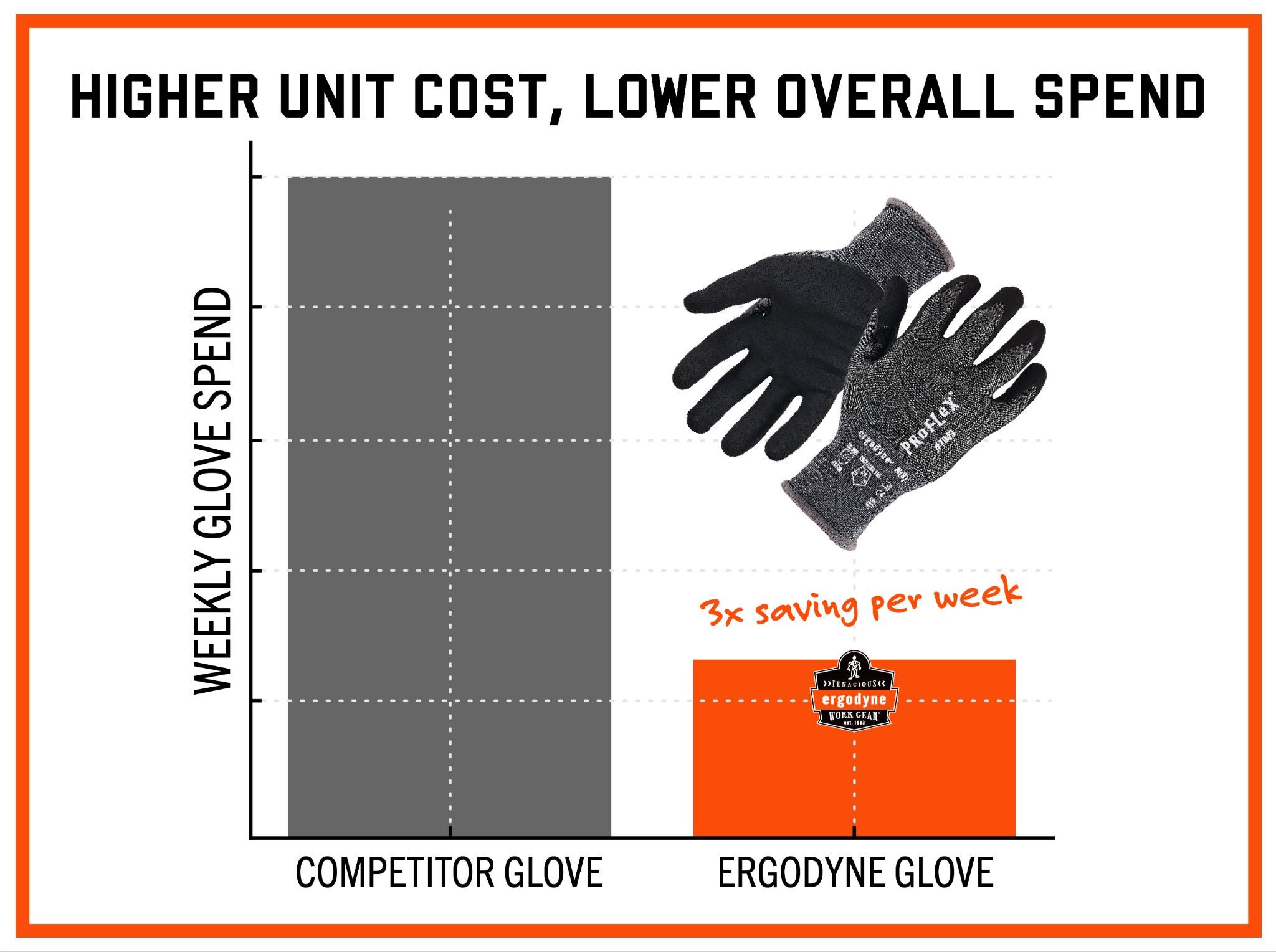
The results were immediate and significant. Glove usage dropped from 1–2 pairs per day to just 1 pair per week and worker complaints disappeared as skin irritation issues were resolved. Overall, inventory complexity and confusion was eliminated with the implementation of one single, standardized SKU.
While the per-unit cost of the glove was higher, the overall cost of the program decreased. Reduced waste, lower consumption and streamlined logistics more than offset the initial price increase.
As an Ergodyne account manager explained:
One Glove, Thousands Protected
What began as a search for a better glove evolved into a strategic overhaul of an entire safety program.
By standardizing on a single, high-performing solution, the retailer brought more consistency to its facilities, made day-to-day work easier and more satisfying for employees, cut down on operational waste and simplified overall supply chain management.
In the end, they needed something that worked just as well on the floor as it did on paper. Once they found it, the broader improvements followed naturally.
Ready to raise the standard in your own operation? Explore Ergodyne’s full line of gloves and find the right fit for your crew and your workflows.
